
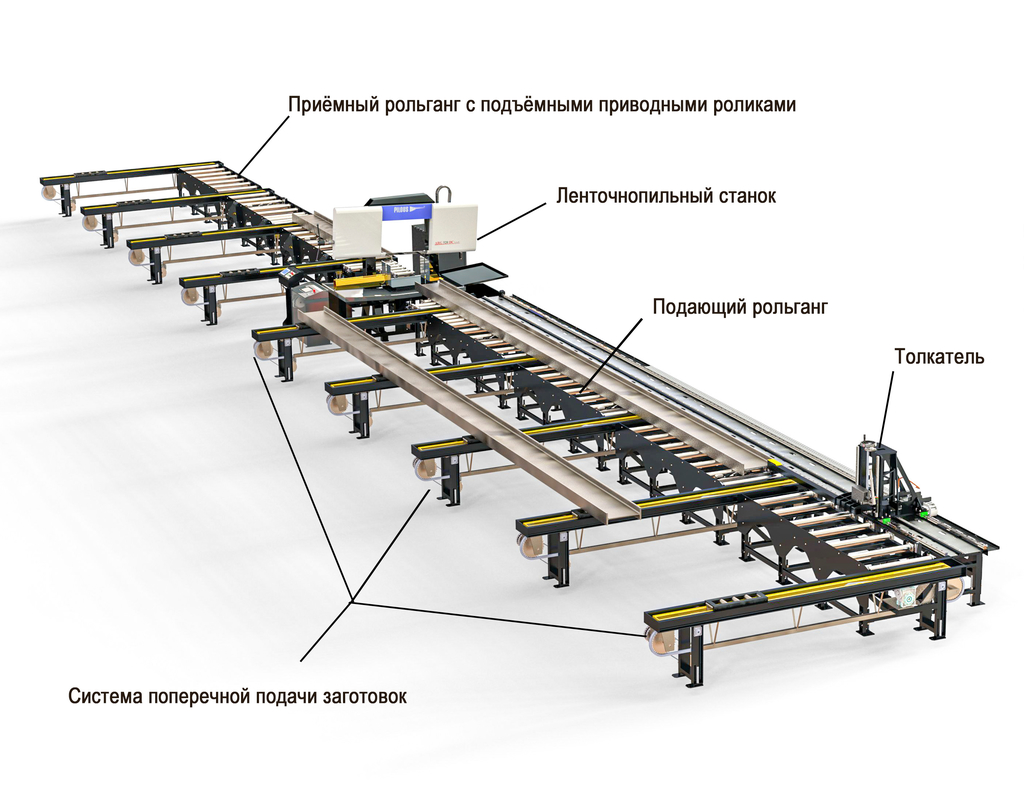
Автоматизированная линия резки крупногабаритного металлопроката
Линия преимущественно предназначена для распиловки двутавровых балок, швеллеров, профильных труб как по отдельности, так и пакетом. Может эффективно применяться на промышленных площадках по производству металлоконструкций. Максимальный размер разрезаемых заготовок зависит от модели установленного в линии ленточно-пильного станка. Точность позиционирования и резки отрезаемой заготовки составляет 0,1- 0,5 мм, что существенно для последующего монтажа и сварки металлоконструкций. Подача заготовки с помощью толкателя позволяет максимально эффективно производить раскрой 12 –метровых балок по всей длине без дополнительных манипуляций.
Описание
Линия состоит из подающего рольганга с толкателем, ленточно-пильного станка и приемного рольганга с приводными роликами.
Рольганги представляют собой жесткие сварные конструкции, регулируемые по высоте. Их размер и грузоподъемность могут быть различными в зависимости от потребности заказчика. Ширина рольгангов может варьироваться в диапазоне от 400 до 1000 мм. Оба рольганга соединяются со станком через угловые переходники, для обеспечения свободного поворота рамы станка с обе стороны при резке заготовок под углом.
Толкатель представляет собой каретку, двигающуюся по линейным направляющим вдоль подающего рольганга, с горизонтально установленной штангой, на конце которой имеется гидравлический зажим.
В зависимости от исполнения гидравлический зажим может быть как ручной, так и автоматический.
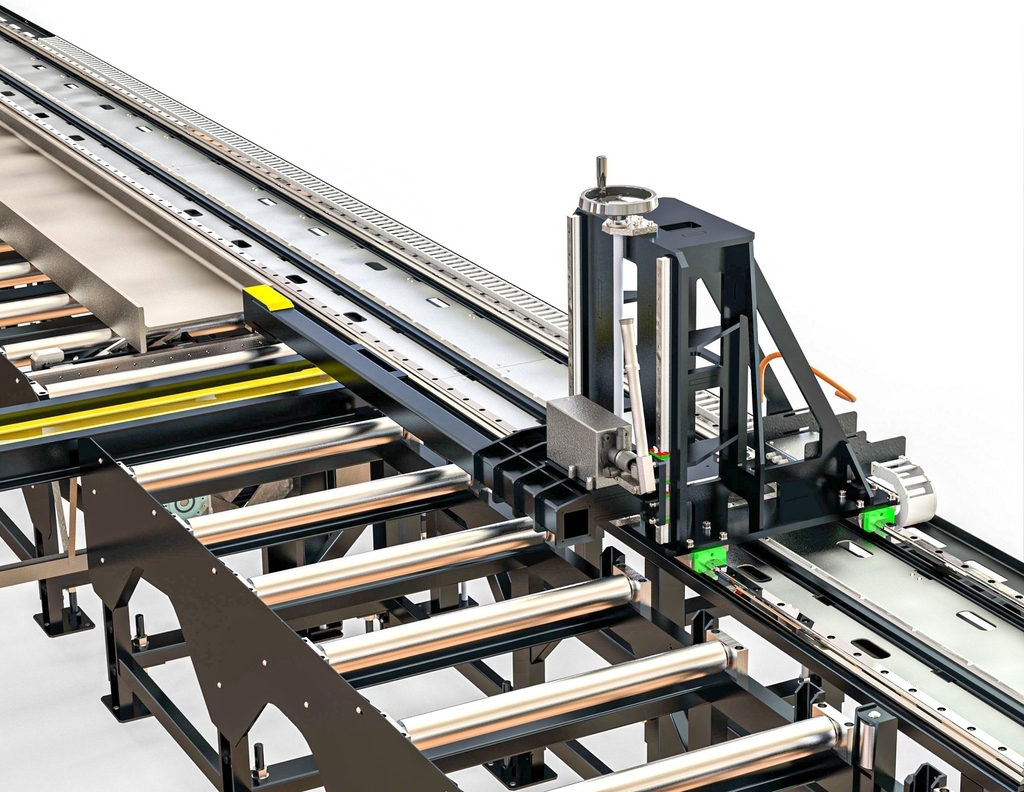
Управление толкателем и приводным рольгангом осуществляется с отдельного пульта управления. Гидростанция и электрооборудование компактно размещены в отдельном шкафу.

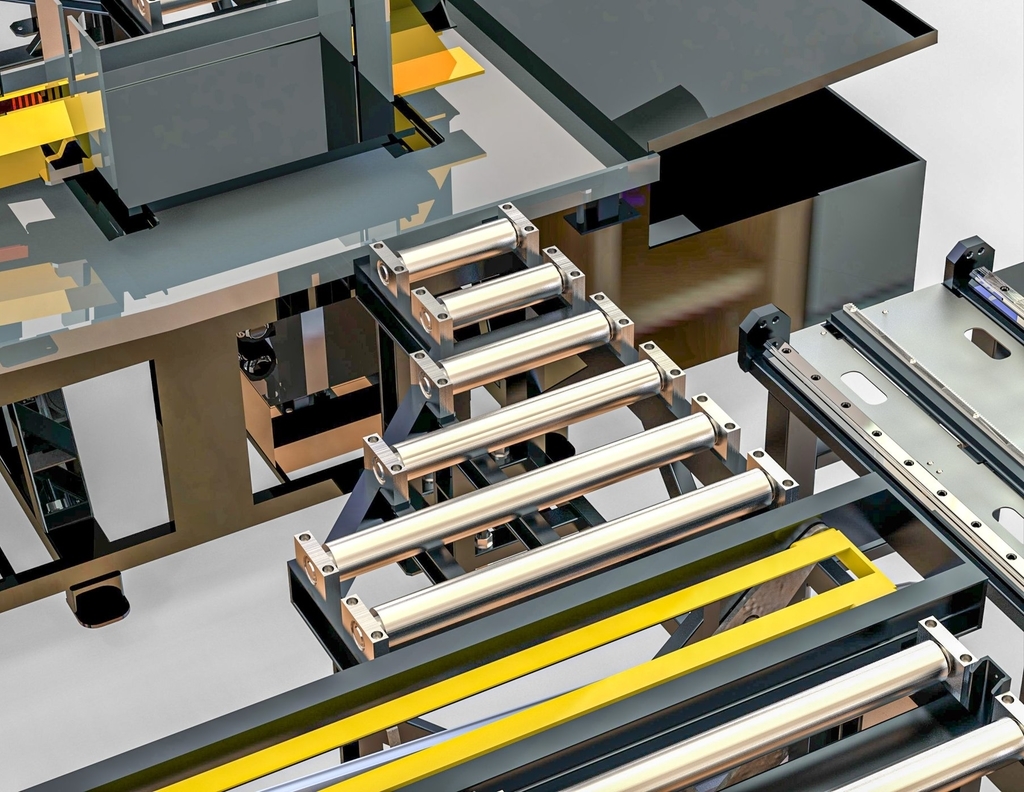
Линия может дополнительно оснащаться системой поперечного перемещения проката для подачи заготовок на подающий рольганг или для удаления отрезанных заготовок с приемного рольганга.

Принцип работы
После установки заготовки на подающий рольганг с помощью кран-балки или путем перемещения поперечным податчиком оператор прижимает ее подвижными кулачками к боковым вертикальном роликам.
После захвата заготовки губками на конце штанги толкателя оператор включает электропривод и перемещает балку в зону резания для подрезки переднего торца. Скорость перемещения толкателя задана по умолчанию и может быть изменена в настройках управления.
Затем на дисплее контроллера задается точный размер отрезаемой заготовки и толкатель перемещает балку на установленную величину с точностью позиционирования 0,1 мм, что с учетом последующей резки ленточной пилой позволяет получить максимальное отклонение от требуемого размера в диапазоне 0,1-0,5 мм.
Следует отметить, что существенным преимуществом толкателя является возможность подать заготовку в зону резания таким образом, что отрезаемый задний торец может быть размером не более 10-20 мм.
После зажима заготовки в тисках ленточно-пильного станка и выполнения реза оператор поднимает приводные ролики приемного рольганга и запускает их вращение, перемещая таким образом отрезанную заготовку по рольгангу в зону приема.
Скорость вращения роликов плавно регулируется с помощью инвертера.
Таким образом производится распиловка металлического проката по всей длине на любое количество заготовок любого размера.
