
ООО «ПИЛОУС» официально предлагает своим клиентам оригинальный инструмент ARNTZ SÄGETECHNIK GMBH (Германия) под своей торговой маркой PILOUS и Hengerda New Material (Fujian) Co., Ltd.

- Три независимых сварочных поста;
- Точное соблюдение технологий;
- Производство на оборудовании IDERAL Werk;
- Надёжная упаковка;
- Персональная идентификация;
- Защитный кембрик на каждой ленте;

- Оперативные поставки;
- Отгрузки любой транспортной компанией;
- Осуществление ремонта и замены;

Ленточные пилы по металлу
- Оригинальные ленточные пилы, изготовленные по новейшей технологии из высококачественных немецких материалов, строго соблюдая все процедуры производства и контроля.
- Высокая производительность и точность резания с максимальным сроком службы.
- Широкий ассортимент производимых видов ленточных пил позволяет производить профессиональную резку практически всех допустимых материалов.
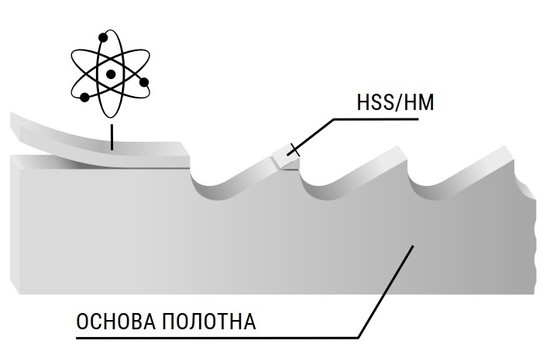
Основа – гибкая специальная сталь.
К ней при помощи электронно-лучевой
сварки приваривается быстрорез
«HSS» или напайки из специального
твёрдого сплава «HM», которые в последствии
обрабатываются и являются режущей
частью ленточной пилы.
Биметаллические ленточные пилы. Марки быстрорезов HSS.
М42
Универсальное использование, преимущественно для конструкционных, инструментальных
и низколегированных сталей и большинства разновидностей сплавов цветных металлов.
С высоким содержанием кобальта. Твердость зуба 68 HRC.
M51
Используется преимущественно для коррозионностойких сталей, подшипниковых, высокоуглеродистых сталей, жаропрочных и дуплексных сталей, а также титановых и никелевых сплавов.
С высоким содержанием вольфрама и кобальта. Твердость зуба 69-70 HRC.
M71
Используется преимущественно для коррозионностойких сталей, подшипниковых, высокоуглеродистых сталей, жаропрочных и дуплексных сталей, а также титановых и никелевых сплавов.
С высоким содержанием вольфрама и кобальта. Твердость зуба 70 HRC.
Ленточные пилы с твердосплавными напайками HM.
Ленточные пилы с твердосплавными напайками служат для решения задач любой сложности. Режущая часть зуба выполнена из специального твердого сплава. Применение рекомендовано только с низким уровнем вибрации,
его обеспечивают в основном только ленточно-отрезные станки колонного типа. Твердость зуба от 76 HRC в зависимости от типа полотна.
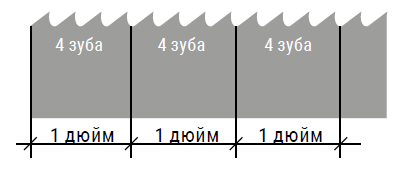
Шаг зубьев
Под шагом зубьев понимают количество зубьев на дюйм. 1 дюйм = 25,4 мм режущей части ленточной пилы
Постоянный шаг
Одинаковое количество зубьев на дюйм.
Переменный шаг
Различное количество зубьев на дюйм.
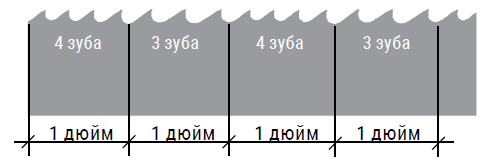
Таблица подбора шага зубьев

| ПЕРЕМЕННЫЙ ШАГ | ПЕРЕМЕННЫЙ ШАГ | ||
| a(D) [mm] |  |
t [mm] | |
| 0 - 25 | 10/14 | 0 - 4 | 10/14 |
| 20 - 40 | 8/12, 8/11 | 3 - 6 | 8/12, 8/11 |
| 30 - 60 | 6/10 | 6 - 9 | 6/10 |
| 40 - 70 | 5/8, 5/7 | 9 - 13 | 5/8, 5/7 |
| 60 - 110 | 4/6 | 12 - 16 | 4/6 |
| 80 - 140 | 3/4 | 16 - 22 | 3/4 |
| 120 - 350 | 2/3 | 20 - 35 | 2/3 |
| 250 - 550 | 1,4/2 | 30 - 85 | 1,4/2 |
| 380 - 750 | 1/1,5 | 40 - 85 | 1/1,5 |
| 550 - 3000 | 0,75/1,25 | 80 - 200 | 0,75/1,25 |
Разводка зубьев
№1 Стандартная групповая разводка зубьев
1 зуб под прямым углом к следующим 6 зубьям, одинаково разведённым влево и вправо относительно плоскости.
№2 Переменная групповая разводка зубьев
1 зуб под прямым углом к следующим 6 зубьям, разведённым на разное расстояние (на увеличение) влево и вправо относительно плоскости.
№3 Без разводки зубьев
Каждый зуб под прямым углом относительно плоскости.
№4 Стандартная одиночная разводка
1 зуб под прямым углом к следующим 2 зубьям, одинаково разведённым влево и вправо относительно плоскости.
Обкатка полотна
Правильная обкатка полотна гарантирует продолжительный срок службы инструмента.
- У нового ленточного полотна очень острая режущая кромка.
- После правильной приработки возникает оптимально скругленная режущая кромка.
- Эксплуатация ленточных полотен без обкатки приводит к образованию микросколов на режущей кромке.

Правила обкатки биметаллических полотен
При обкатке полотна подача должна составлять 50% от рекомендованной, скорость 100%
от рекомендованной. Таким образом, уменьшается образование сколов острия зубьев из-за слишком большой подачи. При применении новых полотен часто возникают вибрации и резкие звуки. В этом случае рекомендуется некоторое снижение скорости пиления. При работе с малыми заготовками для обкатки достаточно пропилить примерно 300 см2 заготовки. При больших заготовках приработка должна занимать примерно 15-20 минут. После приработки подача может быть постепенно увеличена до нормальной.
Правила обкатки твердосплавных полотен
При обкатке полотна подача должна составлять 50% от рекомендованной, скорость 50-75%
от рекомендованной. Таким образом, уменьшается образование сколов острия зубьев из-за слишком большой подачи. Важно избегать вибраций и колебаний. В этом случае необходимо изменить скорость пиления. После 15 мин. пиления (прим. 300 см2) медленно повышайте на установленные параметры: сначала скорость пиления, а затем и подачу. Для труднообрабатываемых материалов, приработка может быть увеличено до 1500 см2. При больших заготовках приработка должна занимать примерно 15-20 минут.
Натяжение полотна и СОЖ
Правильное натяжение ленточного полотна влияет на его износостойкость и снижает аварийность при работе. Для контроля правильного натяжения ленточной пилы используют специальные приборы – тензометры или индикаторы натяжения. Усилие натяжения зависит главным образом от ширины ленточного полотна. Это табличная величина, которая применима ко всем типам ленточных полотен.
Данные по натяжению ленты имеют справочный характер, уточняйте информацию в паспорте на оборудование.
| Ширина полотна пилы, мм | Усилие натяжения, бар |
| 20 | 150 |
| 27 | 200 |
| 34 | 250 |
| 41 | 300 |
| 54 | 350 |
| 67 | 400 |
| 80 | 450 |
Тензометр

Индикатор натяжения

СОЖ
Применение смазочно-охлаждающей жидкости необходимо для снижения температуры в зоне резания, снижения износа ленточного полотна и удаления стружки из зоны резания. Важно контролировать два основных показателя:
- Концентрация. Измеряется рефрактометром. Для углеродистых, низколегированных и инструментальных сталей подходит концентрация в пределах 10%, для устойчивых к коррозии и жаропрочных сталей и сплавов концентрацию повышают до 13—18 %.
- Значение pH. Измеряется pH-метром. Это значение говорит нам, является ли водный раствор кислотным, нейтральным или щелочным. Идеальный для СОЖ уровень pH лежит в пределах 8,5–9,4. Отклонение от нормы может привести к таким негативным последствиям как проявление коррозии на деталях и узлах оборудования, повреждение кожи оператора, пенообразование, неприятные запахи и т.п.

Будьте осторожны при распаковке сваренных пил.
Они находятся в упаковке в напряженном состоянии.
Снимите специальный защитный кембрик с полотна,
только после установки на станок.
